






初步的IACMI/ORNL研究,評估了采用熱塑性聚合物3D打印模壓成型SMC用模具的可行性。
為了能夠在不影響關鍵性能的前提下,以更低的成本將零部件更快地推向市場,OEMs及復合材料供應鏈的成員們正在不斷尋求新的方法。隨著模擬工具的日益精確以及材料成型速度的日益加快,最終限制新產品上市速度的重要一步,就是部件成型所需的高成本、長交貨期的金屬模具的制造過程。為了縮短這一步驟,人們將更多的注意力集中到了增材制造技術上,希望通過對聚合物和金屬的3D打印來制造可行的模具,以化解這一關鍵步驟帶來的瓶頸。
采用傳統的“減材”制造方法,如研磨、切割、鉆削和電火花加工等,制造一副用于模壓或注射成型的P20鋼大型汽車模具,可能需要24 周的時間,相比之下,增材制造能將模具的制造周期從幾個月縮短到幾周甚至幾天,同時還能降低成本和重量,重量的減輕則有助于減少模具制造帶來的碳足跡。
作為美國能源部(簡稱DOE)先進復合材料制造創新研究所(簡稱IACMI)支持的一個大型研究項目的一部分,美國能源部橡樹嶺國家實驗室(簡稱ORNL)所屬的制造示范工廠(簡稱MDF)開展了一項初步研究——用熱塑性復合材料3D打印用于模壓成型片狀模塑料(SMC)的模具,如圖1所示。
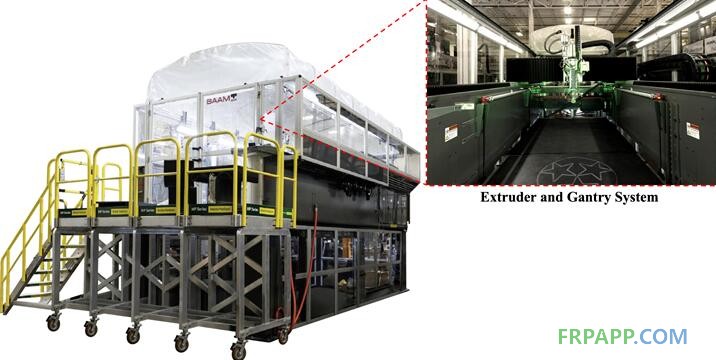
圖1 由ORNL和IACMI 聯合開展的一項研究,嘗試采用耐高溫的碳纖增強熱塑性塑料,在大型增材制造系統上3D打印出用于產品開發的SMC模壓成型模具。雖然還有更多的工作要做,但這項研究表明,此概念是可行的,它為那些準備開發新的復合材料部件的制造商提供了除依靠模擬或者花費大量的時間和成本制造硬模具之外的第三種方案(圖片來自ORNL)
工程項目范圍
該項目是作為一個更大的、多年期的IACMI項目的一部分而開始的,參與IACMI項目的成員包括一家歐洲的汽車制造商,以及代表汽車復合材料供應鏈的IACMI組織的成員。
“我們這個項目的OEM合作伙伴想要了解有關SMC的知識,所以我們設計了一系列的試驗來探索什么是可行的,同時保持開放的心態。”位于田納西大學諾克斯維爾分校的、由ORNL主管的IACMI的所長兼首席技術官Uday Vaidya回憶說,“我們的研究需要解決的一個問題是,看看能否3D打印出用于成型SMC的復合材料模具。”
“從一開始我們就知道,我們制造的模具不夠耐用,無法用于商業生產。”ORNL的復合材料創新集團制造科學部研發專職科學家Ahmed Arabi Hassen補充道,“但是,快速、低成本地制造原型模具的前景,為我們提供了一個探索未知的機遇,因為這能夠為制造商提供一種新的方法,以取代單純依靠模擬或者耗費時間和成本來制造硬模具的方法。”
研究人員們首先定義了用于成型SMC的模壓模具對性能的要求,包括能夠耐受130~150℃的模溫以及13.8 MPa的成型壓力。
從修邊模具到耐高溫、耐高壓的熱壓罐模具,ORNL的團隊曾經對3D打印聚合物和金屬的模具作過研究。該項目則是ORNL第一次嘗試采用3D打印的方法來制造一種用于模壓成型SMC的聚合物模具,這可能也是在全球開展的第一個這樣的研究工作。ORNL的MDF采用的大型增材制造(BAAM)打印機由美國辛辛那提公司和ORNL共同開發,這臺擠出(熔絲制造類型)打印機裝有大型噴嘴(直徑10.16 mm),沉積速度45kg/h,能采用粒料形式的聚合物原料打印出長6m、寬2.5m以及高1.8m的部件。BAAM打印機能夠快速打印出大型部件的代價是打印的分辨率低,同時會產生凹凸不平的表面,因此需要后續加工。為了確保在打印及清理完畢后獲得正確的尺寸,打印的模具路徑會略有增大。
“因為我們之前已經探索過所有容易實現的目標, 比如3D打印鋪層模具和熱壓罐模具,所以我們已經篩選出了可以在BAAM機器上打印的各種熱塑性塑料。”Hassen繼續說道,“我們已經確定了3種耐高溫的碳纖維增強材料,它們具有成型SMC所需的熱性能和力學性能。”
這3種材料包括兩種無定形熱塑性塑料,即碳纖增強聚苯砜(CF/PPSU)和碳纖增強聚醚砜(CF/PES或CF/PESU),以及一種半結晶材料,即碳纖增強聚苯硫醚(CF/PPS)。鑒于通常在BAAM機器上打印的部件尺寸很大,研究人員們選用了碳纖維而不是玻璃纖維增強的聚合物來為模具提供必要的剛度和強度以及實現減重。此前,MDF團隊已經為每種聚合物確定了碳纖增強材料的使用比例,比如,可以在半結晶PPS中添加40%~60%重量百分比(FWF)的碳纖維,50%被認為是最佳比例。“我們發現,當碳纖含量低于50%時,性能還有待提高,但高于60%卻出現了干纖維束。”Hassen補充道。
由于PES和PPSU是無定形的,它們的粘度在潤濕或成型溫度下會更高,因此很難擁有高重量百分比的纖維,通常擁有的比重是20%~35%,其中25%被認為是最佳比例。“雖然我們可以在PPS中添加更高比例的纖維,以獲得更高的力學性能,但是在打印某些形狀時,這種材料更容易變形和開裂,因為模具溫度和壓力會上下循環變動。”Hassen表示。
概念驗證: 飾板
研究人員們首先采用碳纖增強PPS打印了一副正方形的飾板模具(如圖2所示),其最終的外形尺寸是355.6mm×355.6mm×3.2mm,要求該模具要能夠承受1.03MPa的成型壓力和130~150℃的成型溫度。為了便于打印,他們改變了模具中凸起部分的角度(90°)并垂直打印了最長的一面(在Z軸上)。此外,為了防止冷卻過程中熱的熱塑性塑料在凸起區域坍塌,他們添加了可移動的45°倒角支撐,隨即會在打印完成后用機加工方式將其去掉。模具的芯模和型腔側面在BAAM機器中被并行打印出來,整合到打印中的其他特征還包括插槽,它被打印在陰模的背面,用來容納頂出銷(如圖3所示)。鑒于打印后需要加工,以使成型表面獲得可接受的光潔度,他們將尺寸加大了5.08mm。打印后,將模具內表面加工光滑,并在容納4個頂出銷的位置上進行鉆孔,以將一個氣動頂出銷系統安裝到模具中。
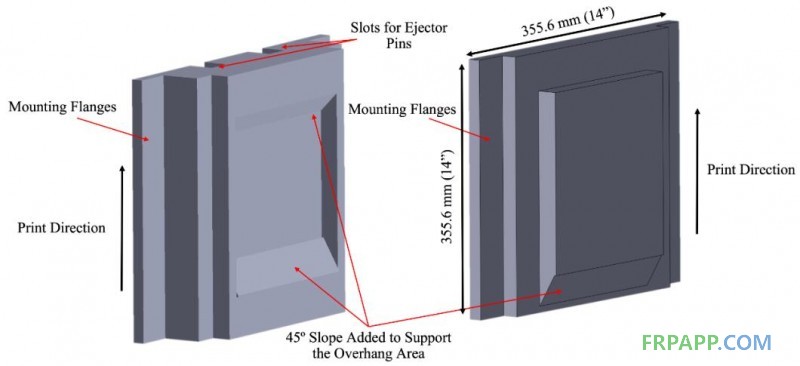
圖2為飾板模具而設計的芯模和型腔,在BAAM 設備上采用碳纖增強PPS材料將其打印出來(圖片來自ORNL)
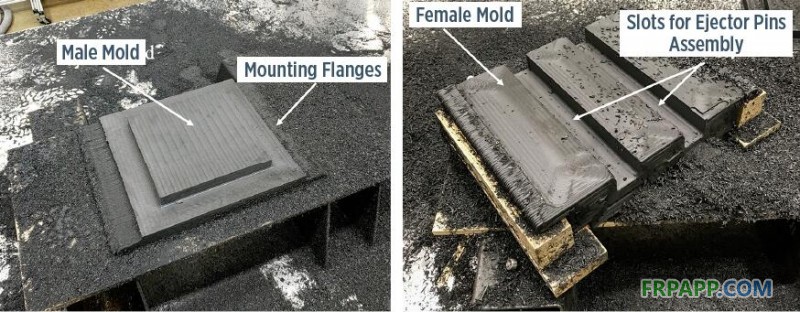
圖3 打印且加工后的模具兩個半模,包括用于容納試驗用的氣動頂出銷系統的插槽(圖片來自ORNL)
接著,將模具安裝到一臺模壓機中,利用壓機模板(將其溫度設置在190℃)對該模具間接或被動加熱12小時,使其達到180℃的溫度。如此長的加熱時間是必要的,這是因為打印該模具采用的是一種熱導率很低的熱塑性塑料,雖然其中含有50% FWF的碳纖維(碳纖維本身的熱導率很高)。研究人員們通過嵌入式傳感器來監測成型表面的溫度,他們發現,每次打開壓機、取出部件然后放入新的SMC時,溫度都會降低15~20℃,因此,有必要在打開壓機、放入材料開始下一成型周期之前,先取出部件,然后閉合壓機并等待模溫的再次升高。
為了減少熱損耗,防止模具表面溫度降到150℃以下,他們在模具周圍放置了額外的隔熱材料,然后直接將SMC鋪放到復合材料的模具表面,采用150℃的成型溫度和10t的鎖模力成型并固化,停留時間為5min.。他們總共生產了12個部件,整體效果良好,如圖4所示。材料完全固化后,可以毫無問題地從CF/PPS模具表面(偶爾會向該表面噴脫模劑)脫離。此外,頂出銷系統運行良好,成型過程中材料沒有在頂出銷的縫隙之間流動。
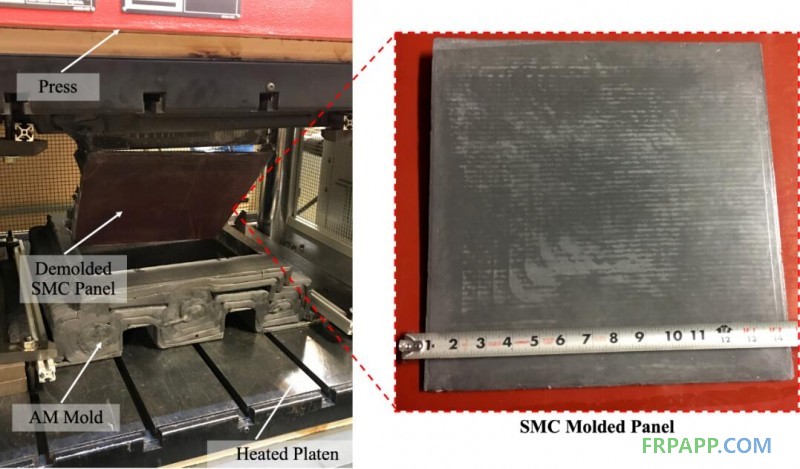
圖4 采用CF/PPS飾板模具成功地成型出了SMC的飾板(圖片來自ORNL)
座椅靠背示范件
接下來,研究人員們擴大了這項技術的應用范圍,打印了一副更大、更復雜的汽車座椅靠背模具,尺寸是812.8mm×685.8mm×304.8mm。為了便于打印,這次他們再次改變了形狀,同時在凸起區域增加了可移動的支撐結構,如圖5所示。這次采用的打印材料是25% FWF CF/PPSU,芯模和型腔半模分開打印,每一半都在4h內打印完畢。和上次一樣,打印后利用機加工來清理表面。由于該模具很淺,所以無需頂出銷就能確保部件脫模。

圖5 采用CF/PPSU 材料打印的(上)及機加工后的(下)座椅靠背模具半模(圖片來自ORNL)
和上次一樣,他們將該模具安裝到模壓機上,利用壓機模板(該模板同樣保持190℃的溫度)加熱12h,如圖6所示。由于這種打印材料的熱導率更低(因為碳纖維的含量更低),所以模具表面只達到了105℃,這一溫度太低而無法固化SMC。和上次一樣,他們在模具周圍放置了隔熱材料以便更好地保溫。然而,再次加熱12小時后,整個成型表面的內部溫度也只達到120~125℃。為確定此溫度是否足以固化SMC,他們將一塊坯料放入模具中,并施加30t的鎖模力,結果發現,每一次開、合模后,模具的表面溫度會降低10~15℃,表明它無法維持SMC正常固化所需的溫度。為彌補溫度的降低,研究人員們討論了將溫度提高10~15℃的方法,但是,由于加熱模具需要的時間很長,所以他們認為這不切實際。因此,他們只成功地生產出了兩個部件,一個部件完全固化,另一個部件存在固化不良的部分,如圖7所示。

圖6 安裝在壓機上準備用于生產部件的汽車座椅靠背模具半模(圖片來自ORNL)
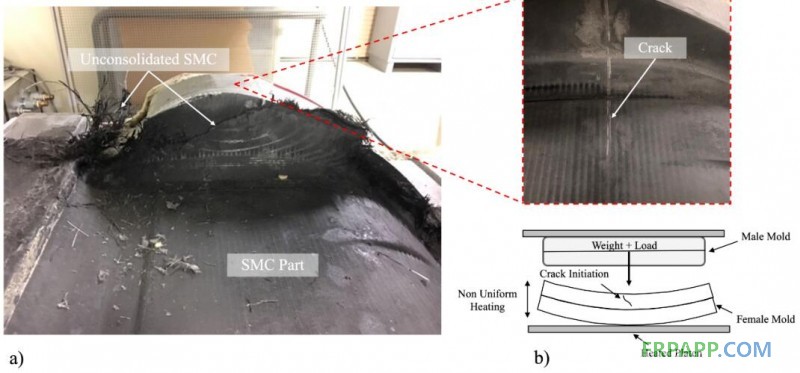
圖7 對更大更復雜的汽車座椅靠背模具進行加熱和保溫都有難度,導致模具不均勻的加熱和變形,從而在部件中表現出固化不良(a)和開裂(b)問題(圖片來自ORNL)
問題管理及下一步措施
研究人員們審查了項目成果,并確定了未決問題。
好的一面是,模具在幾天之內就能被打印、加工和安裝好。雖然使用的材料成本要高得多,但依然比傳統的金屬模具省時省錢。此外,打印的模具能夠承受成型SMC所需的溫度和壓力,而且加工后成型表面的光潔度足以生產出表面光潔的部件,雖然不能達到汽車的A級表面質量。
另一方面,模具低的熱導率導致來自壓機熱模板的熱傳遞非常緩慢而令人無法接受,而且每次壓機打開時都會快速散熱。此外,兩副模具都擁有非均勻的結構(由打印方向和纖維排列所致)和非均勻的熱剖面,這會導致PPS模具在延長的加熱周期中出現翹曲和裂縫,以及SMC 部件的薄段在PPSU模具中固化不一致。
研究人員們得出結論,只是利用壓機模板的熱傳導來被動加熱模具的方法是低效的。所以,為了找到更快的模具加熱方法,他們進行了頭腦風暴:采用感應加熱模具的方法所帶來的模具改裝成本和復雜性會超出這項短期研究的范圍,而使用熱導率更高的替代材料也是如此,因此,他們考慮將重點轉移到開發更有效的主動加熱方法上。他們提出并評估了幾個方案,包括將電阻加熱織物和電熱絲集成到模具表面。
“雖然我們發現了一些技術問題并需要去解決,比如,采用某種形式的綜合主動加熱方法來達到并保持SMC的成型溫度,但讓我們高興的是,我們對打印模壓成型用模具的瘋狂想法卻奏效了。”Hassen說道,“自從該項目結束后,它已被證明是更多研究項目的核心。”










 魯ICP備2021047099號
魯ICP備2021047099號