






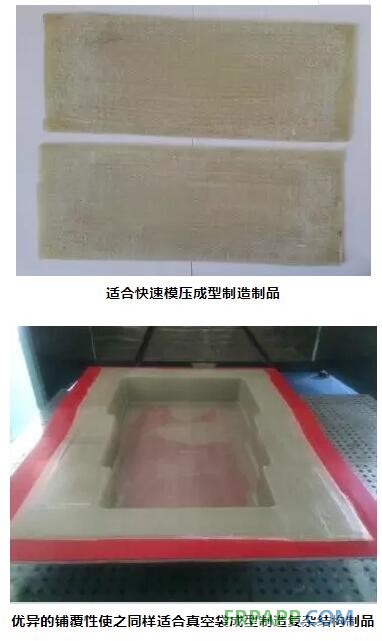
環氧乙烯基酯預浸料簡介


3、預浸料模壓成型易出現的問題
1、特點
?纖維面密度200gsm-500gsm(單向和織物(平紋、單軸向、多軸向織物))
?樹脂含量20%-40%
?單層厚度0.2mm-0.6mm(200gsm-500gsm)
?單向連續纖維,具有可設計性
?耐腐蝕、阻燃、高韌性三類
?室溫優異的鋪覆性和表面粘性,完整剝離不粘PE薄膜

?快速固化100℃-145℃45sec/mm和140℃-160℃1min/mm兩個系列
?適合模壓成型、真空袋成型、熱壓罐成型
?適合快速成型(熱進熱出)、慢速成型(控制升溫速率和升溫平臺)
?低成本與售價
?有不含苯乙烯和低揮發苯乙烯兩個類型、環境友好
?室溫存貯期1個月-3個月

2、性能指標
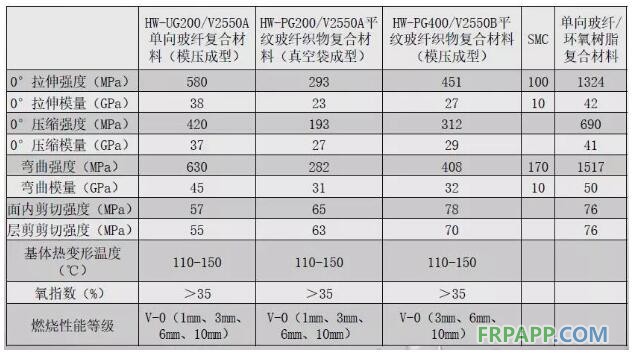
2、性能指標
3、正在開發預浸料種類
?高韌性增稠劑增稠型玻纖/環氧乙烯基酯預浸料
特點:耐沖擊、耐疲勞、高強度、高剛度
?增稠劑增稠型方格布/短切氈/環氧乙烯基酯預浸料
特點:同步收縮率SMC和預浸料復合應用、雙粘度體系、適用于復雜構型結構件模壓成型
?界面增強、高韌性、觸變劑增稠型高韌性碳纖/環氧乙烯基酯預浸料
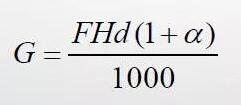
加強筋分布形式:(1)“井”型(2)“回”型(3)“田”型(4)中框型(5)對角框型
布置“井”形加強筋能使整體變形撓度較小,整體的應變也較其他方案相比明顯減小。“井”型加強筋是最優化的加強筋分布形式。
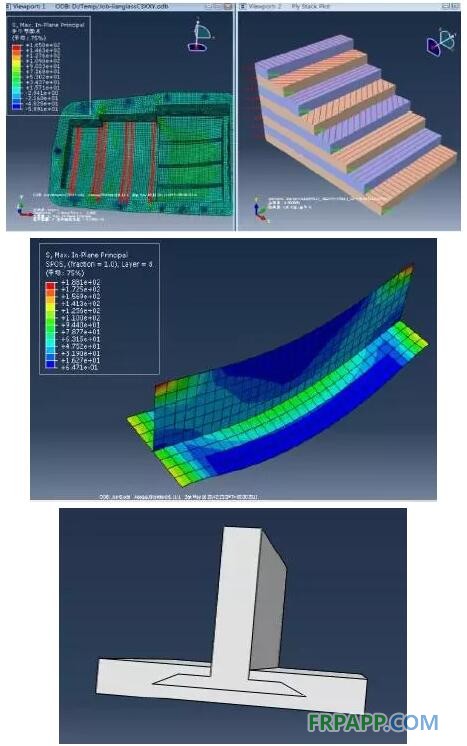
可以分析得知加強筋包埋在蒙皮中位置對電池盒整體和加強筋局部的受力情況影響并不大。
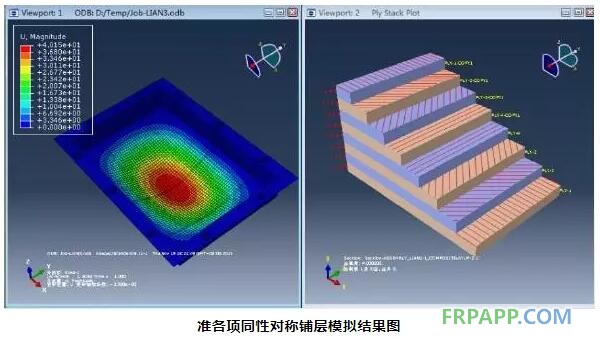
通過有限元模擬分析,三種鋪層方式中,準各項同性對稱鋪層方式較0°單向鋪層,[0/90/90/0/0/90/90/0]s對稱鋪層相比,電池盒結構的整體的變形撓度,最大應力和最大應變值均較小,是最佳選擇。

可以分析得知加強筋包埋在蒙皮中位置對電池盒整體和加強筋局部的受力情況影響并不大。
通過有限元模擬分析,三種鋪層方式中,準各項同性對稱鋪層方式較0°單向鋪層,[0/90/90/0/0/90/90/0]s對稱鋪層相比,電池盒結構的整體的變形撓度,最大應力和最大應變值均較小,是最佳選擇。
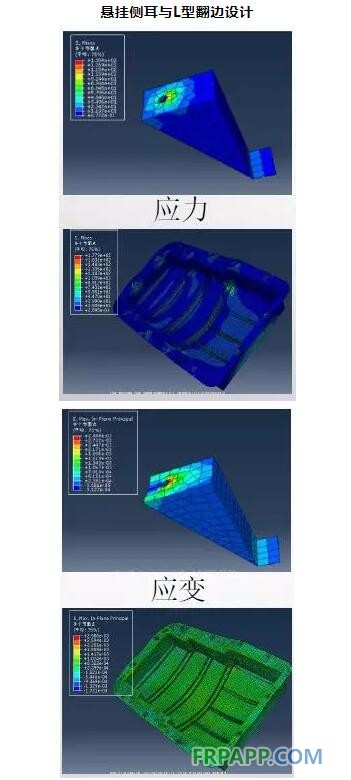
滿足結構優化設計目標:
應變:最大壓應變4000με,拉應變6000με,剪應變4500με;
應力:最大Mises應力500MPa以下;
變形撓度:最大變形撓度10mm以下。
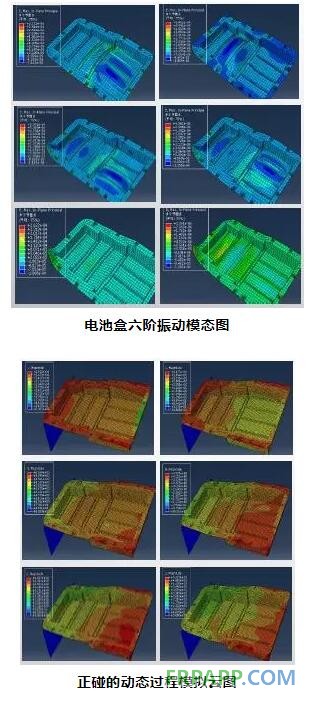
3.動態安全性模擬校核
1)確定了動態校核的方法;
2)確定了動態校核的內容,分別對電池盒進行振動模態分析,正碰分析,側碰分析,跌落分析,分析模擬校核結果,確定結構的安全性。

4.拉擠與模壓工藝

4.拉擠與模壓工藝
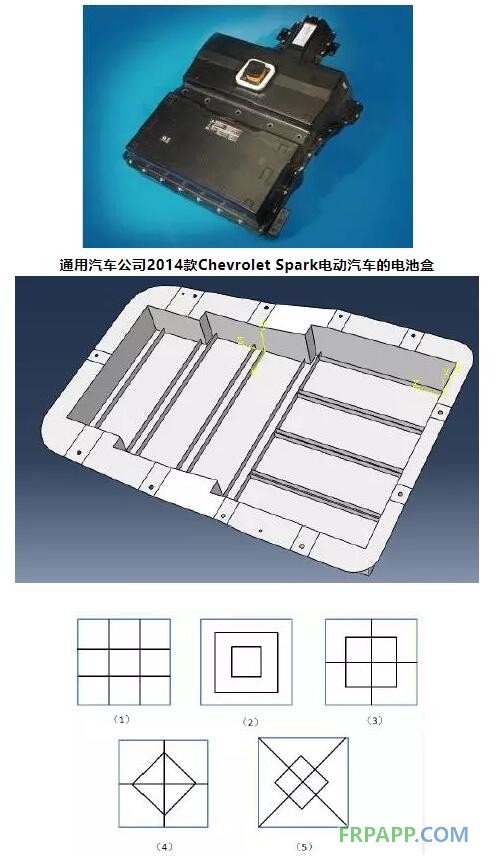
電池盒樣件的制備試驗研究
1)利用拉擠成型工藝加工制造了加強筋;
2)利用模壓工藝制造了電池盒的蒙皮,加強筋和蒙皮采用膠結共固化的方式成型出電池盒整體。


二、環氧乙烯基酯預浸料應用前景

3、預浸料模壓成型易出現的問題
1、下料量計算
薄板按層數下料法——實驗法確定;厚板按重量下料法——計算法確定(按張數下料,尺寸誤差大)。
層數計算法:壓制層壓板前可先取幾張預浸料,稱取質量,確定1mm所需張數,然后視要求厚度計算張數。
預浸料的計算下料量公式:
G——板材用料量,kg;F——所壓制板材的面積,cm2;H——所壓制板材厚度,cm;d——所壓制板材密度,g/cm3;α——物料損失系數,5mm以下薄板,α取0.02-0.03;厚板α取0.03-0.08;若在壓制預浸料已經預先切邊整齊的,一般取0.01-0.02。
2、預浸料的預定型
(1)預浸料的鋪層展開設計與裁切;
(2)預浸料的鋪覆方法:雙平面的倒角與R角控制,連續纖維預浸料與SMC相結合簡化復雜曲面的鋪覆復雜度;
(3)預浸料的預熱:凝膠控制,避免固化;
3、預浸料與SMC的混合模壓成型
(1)模壓的壓力
(2)預浸料與SMC的固化收縮率匹配
(3)預浸料與SMC的增稠程度差異化
(4)預浸料的鋪放位置
(5)預浸料的含膠量控制
4、預浸料的壓制
(1)模具垂直側壁不易產生壓力,可設計幾度的斜角增加一定的壓力;
(2)硅膠片熱膨脹法:將硅膠片先鋪在模具上,再將預定型的預浸料放在硅膠片上,通過加熱膨脹硅膠片提供壓力;
(3)陰陽模膨脹系數不同,陰模熱膨脹系數低,陽模膨脹系數高,升溫固化陽模膨脹量大向預浸料提供壓力,降溫陽模收縮量大自動脫模,預浸料低壓成型可考慮使用陽模鋁模具、陰模鋼模具;
(4)帶有鋁嵌件的預浸料壓制時采用高溫低壓(1-5MPa)可防止鋁嵌件變形和龜裂










 魯ICP備2021047099號
魯ICP備2021047099號