






以碳纖維為增強體的先進復合材料與傳統金屬材料相比,具有比強度和比剛度高、可設計性強、疲勞性能好、耐腐蝕、便于制造大型整體件等優點。隨著復合材料設計和制造技術的不斷發展和成熟,先進復合材料在軍、民用飛機上的用量也在不斷增加。隨著復合材料用量的增加,其制造成本過高的問題也愈發顯得突出。由于在復合材料總成本中制造成本約占60%~70%,低成本復合材料技術成為當今世界復合材料領域開發研究的核心問題之一[1]。低成本的成型工藝方法是今后復合材料應用研究的主要方向。樹脂傳遞模塑(Resin Transfer Molding)、RFI(Resin Film Infusion)等復合材料液體成型技術自出現以來由于其工藝上具有成形效率高、成本低、污染小、適合成型大型復雜構件等優點而倍受人們的關注。
縫合技術是針對傳統工藝方法不足而開發的一種全新的技術。其原理是通過縫合手段,使復合材料在垂直于鋪層平面的方向得到增強,從而提高材料層間損傷容限。穿過增強織物厚度方向的縫線可以大大改善復合材料的層間性能。不僅如此,縫合技術應用于復合材料液體成型工藝還可提高制件成型的整體化程度。縫合纖維預制體可用于制造大型復雜結構復合材料構件,不僅克服了傳統復合材料層間強度弱、易分層的缺點,也使其抗沖擊損傷性能大大提升,而且減少了金屬連接件的數量,這樣既減輕結構質量,又減少制造總成本。
復合材料縫合工藝參數
1 縫合線選擇
為滿足航空航天類復合材料構件的特殊需求,縫合線要求具有高強度和高耐磨性,而且其性能不應受復合材料固化的影響。常用的縫合線有芳綸纖維、玻璃纖維和碳纖維等。其中Kevlar纖維線由于其特殊的耐磨性、良好的抗沖擊韌性,在縫合復合材料中應用較多。在復合材料預制體縫合時通常應用不加捻的Kevlar纖維紗線。這種不加捻的紗線和加捻線相比耐磨性較差,且有縫合過程中有易松散起毛等缺點,但是加捻線由于纖維束彎曲纖維強度會有所下降,通常Kevlar 紗線加捻后纖維強度下降35% 左右[2]。
2 縫合密度
復合材料縫合雖然提高了層合板的層間性能,對CAI 值、GIc、GIIc有較大貢獻,但這卻是以面內性能的損失為代價的,因為縫合線使得層合板在沿厚度方向有了增強的同時,卻在一定程度上損傷了層合板X、Y方向的纖維。為使復合材料達到最佳性能狀態,縫合密度的選擇也很重要。很顯然,縫合密度過大會導致層合板面內性能損失較大;而縫合密度過小對層間性能的提高效果不明。經過大量的試驗對比,目前航空復合材料常用的縫合密度主要是5mm×3mm、5mm×5mm、5mm×8mm等。
3 縫針選擇
在復合材料縫合過程中縫針對纖維會造成一定程度的損傷。如果針尖太鋒利,纖維容易被切斷;而針尖太鈍的話,針尖進入纖維的阻力太大,在縫合相對較厚的預制體時會降低縫合效率,因此,縫針針尖的鋒利程度要適中。我們在保證縫針剛度的同時縫針越細越好,尤其對纖維泡沫夾芯預制體進行縫合時,越細的縫針對泡沫的損傷越小。
縫合設備
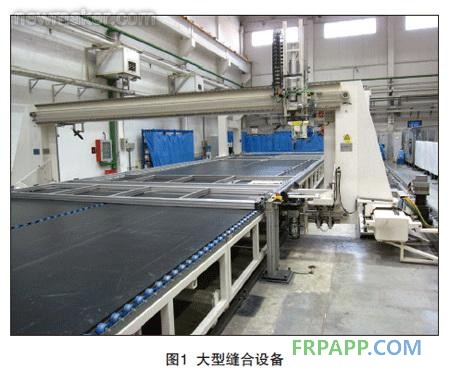
縫合技術是實現復合材料三維增強的一項關鍵技術,而用于滿足不同類型飛機結構縫合需要的縫合設備是三維增強技術的重要保障。因此,在高性能、低成本復合材料制造技術需求牽引下,先進的縫合設備在美國等西方國家得到很快發展。為適應國內新型飛機對縫紉技術的需求,中航工業北京航空制造工程研究所率先從國外引進了最新一代的復合材料專用縫合設備(見圖1)。此縫合設備由二維縫合單元和三維縫合單元兩部分組成,其有效縫合面積達到3.5m×9m,最大縫合厚度30mm,最快縫合速度達1000針/min,可適用于各種形式預制體的縫合。
1 雙面縫合
雙面縫合是從預制體的上下兩面進行縫合,其原理與家用縫紉機的原理相似,縫合線被針從制件一邊帶入,底下有一底梭配合縫針帶線結套。這種縫合方式的縫合線軌跡如圖2所示。
單面縫合是縫針從預制體的上面穿透制件進行縫合,而另一面沒有縫合單元,縫頭只是在被縫合件的單面完成縫合工作。復合材料常用的單面縫合主要有鏈式與Tufting 2種縫合方式 。
鏈式縫合:如圖3所示,鏈式縫針為彎月形縫針,縫針與擺線鉤針處在同一邊,隨著縫針延縫線方向移動,彎針反復穿透制件使縫合線多次繞曲形成線套相連,縫合線軌跡如圖4所示。鏈式縫合方式縫合適用于復雜構型預制體的縫合。
(1)鎖式縫合(改進鎖式縫合)。因其工藝性較好在復合材料預制體研制中得到廣泛使用。傳統鎖式縫合方式較常見,其特點是縫線和底線的結點在制件厚度的中間位置,這對于復合材料來說,結點處的應力集中很大程度上會影響復合材料性能的提高。因此,在傳統鎖式縫合的基礎上進行工藝優化,出現了改進鎖式縫合,圖6即為改進的鎖式縫合。在復合材料縫合中,改進鎖式縫合應用較多,使用此縫合方式制件在厚度方向縫合線彎曲少,對面內纖維的損傷少,由縫合引起的應力集中也較小,因此使復合材料具有相對更高的損傷容限。
(3)Tufting縫合。同樣是依靠連接縫頭的懸臂機械手上完成復雜型面的縫合,在縫合時Tufting縫針只有在預制體內穿進和退出的簡單動作,所以Tufting縫合可適用于較厚的預制體縫合,Tufting縫合的最大縫合厚度可達30mm。采Tufting
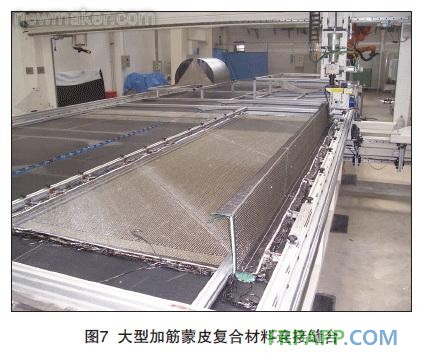
縫合時縫線幾乎處于自由狀態,張力很小,僅靠縫線與預制體的靜摩擦力把縫線留在預制體內部。因此,為了能保證縫線能順利留在預制體內部,會在預制體鋪疊時加入少量定位膠黏劑來增大預制體與縫線的摩擦,從而保證縫合的順利進行。在縫合泡沫夾芯預制體時,定位膠黏劑作用不明顯,可以在預制體底部加襯一層薄橡膠,以達到留住縫線的效果,縫合完成后再取下橡膠。對于相對較薄的預制體也可以采用此種方法來提高Tufting縫合質量。圖8是采用Tufting技術 縫合曲面加筋壁板。

縫合技術作為一種復合材料液體成型預制體的有效連接增強的方法,對薄厚制件均適用,同時根據預制體的實際情況選取不同縫合方式與工藝參數,可滿足實際應用中對復雜形狀纖維預制體的要求。相信隨著研究的不斷深入,復合材料縫合技術會越來越完善,應用也會越來越廣泛。








 魯ICP備2021047099號
魯ICP備2021047099號