





碳纖維增強復合材料(CFRP)是以碳或石墨纖維為增強體的樹脂基復合材料。因其具有比強度、比剛度高,耐疲勞性能好及可設計性強等優(yōu)點,在航空航天領域中廣泛應用,已發(fā)展成為繼鋁、鋼、鈦之后的第四大航空航天結構材料之一。
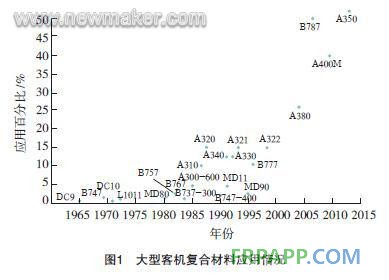
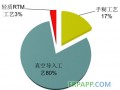
20世紀80年代后服役的戰(zhàn)機均大量采用碳纖維增強復合材料,復合材料的用量已成為衡量飛機性能的重要指標之一。例如,法國陣風戰(zhàn)機的復合材料用量占40%,瑞典JAS39戰(zhàn)機占30%,歐洲“臺風”戰(zhàn)機大于40%,美國的殺手锏武器B-2戰(zhàn)略轟炸機占到50%,美國空軍最新的F-22“猛禽”戰(zhàn)斗機復合材料用量達到了35%。1984年,日本東麗公司成功研制出高強度、大伸長量的碳纖維T800H,1986年,又研發(fā)成功T1000。隨后,日本東邦、三菱人造絲公司和美國Hexcel公司相繼研制出同類高性能碳纖維,為制造大飛機提供了新型復合材料。從此,碳纖維增強復合材料在大飛機上的用量直線上升,應用情況見圖1。
復合材料結構制孔缺陷
碳纖維增強復合材料是由質軟而粘性大的基體材料和強度高、硬度大的碳纖維增強材料混合而成的二相或多相結構,其力學性能呈各向異性,層間強度低,切削時在切削力的作用下容易產生分層、劈裂等缺陷。碳纖維增強復合材料鉆削加工中主要存在以下問題:
(1)材料硬度大,其硬度HRC值可達53~65,相當于一般高速鋼的硬度,因而鉆孔時鉆頭磨損很快;
(2)層間強度低,在鉆孔過程中,易產生分層等缺陷;
(3)屬于各向異性材料,鉆孔處的應力集中較大,極易引起劈裂等缺陷;
(4)熱導率小,線脹系數(shù)和彈性恢復大,鉆孔時,存在縮孔現(xiàn)象;
(5)切屑為粉塵狀,對人體健康危害大。
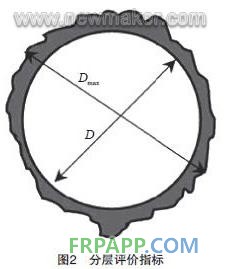
分層是碳纖維復合材料鉆孔的主要缺陷。分層缺陷的大小可以用分層因子(Fd)來表示。分層因子可以用以下公式表示:
Fd =Dmax/D ,
其中,Dmax表示最大損傷區(qū)域的直徑,D 表示孔的實際直徑,如圖2所示。
復合材料鉆削刀具
國外一些著名刀具生產廠商已經開發(fā)研制出適合碳纖維增強復合材料鉆削加工的專用刀具。如瑞典的山特維克可樂滿公司已經研制出適合高纖維CFRP鉆孔的專用刀具CoroDrill 854和適合高樹脂CFRP鉆孔的專用刀具CoroDrill 856,這2種刀具可加工最大直徑12.70mm的孔,壽命可以達到鉆650個孔(圖3)。

圖3

WalterTitex PCD 鉆頭
我國目前還沒有鉆削碳纖維增強復合材料的專用刀具。復合材料應用部門目前主要采用YG類硬質合金麻花鉆,如YG6X、YG8和Y330。這種刀具制造簡單,成本低,易于刃磨,對機床設備要求低。但使用壽命低,一般鉆削30~40個孔后,就需要進行刃磨。為了提高刀具的使用壽命,一些刀具廠商對刀具進行表面涂層處理,如氮鋁化鈦涂層和金剛石涂層。
試驗內容
鉆削碳纖維增強復合材料,一般采用高轉速和低進給量。本試驗采用高速臺鉆Z4006A,具有1370r/min、3700r/min、6900r/min、10000r/min 四級轉速,滿足鉆削時高轉速的要求。為了全面研究各類工藝參數(shù)對鉆削軸向力和制孔質量的影響,作者對該鉆床進行了改進。在鉆床上加上步進電機實現(xiàn)鉆床自動進給功能,進給量可大范圍調整。圖5為碳纖維增強復合材料鉆削軸向力測量平臺示意圖。
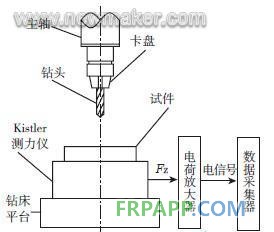
鉆削軸向力測量平臺示意圖
試驗選用的刀具主要有YG8、Y330 和Y330(涂層),其中涂層為金剛石涂層。3種鉆頭鉆型均為標準麻花鉆。鉆削材料為4.4mm 厚的碳纖維增強復合材料板,鋪層方向:[45/0/-45/90]3S。試驗中,為消除鉆頭磨損的影響,除特別說明外,每支鉆頭只鉆一個孔,為防止出口劈裂,在鉆頭出口側墊聚氯乙烯硬塑料板。
結果及分析
1刀具的影響
鉆削碳纖維增強復合材料,刀具材質、直徑和鉆型對鉆削軸向力和制孔質量都有影響。
1.1刀具材質的影響
圖7為直徑3.5mm 的YG8、Y330 和Y330(涂層)鉆頭在不同鉆削參數(shù)下鉆削碳纖維復合材料的軸向力曲線圖。可以看出:3種鉆頭鉆削的平均軸向力都隨著進給量的增大呈現(xiàn)的增大趨勢。在相同的參數(shù)下,軸向力相差不大,這是因為3 種刀具同為YG類硬質合金,性能相似。
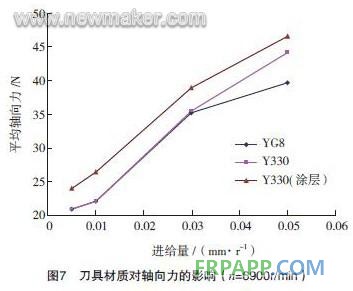

圖9為鉆削一定數(shù)量孔后3種鉆頭的磨損情況。從圖中可以看出,鉆削60孔后,Y330鉆頭磨損比較嚴重,YG8磨損量相對小些,Y330(涂層)鉆頭雖然所鉆孔數(shù)比較多(80孔),但磨損最小。

1.2刀具直徑的影響
圖10為不同直徑的Y330( 涂層)刀具在相同鉆削參數(shù)下,鉆削碳纖維增強復合材料的平均軸向力曲線圖。
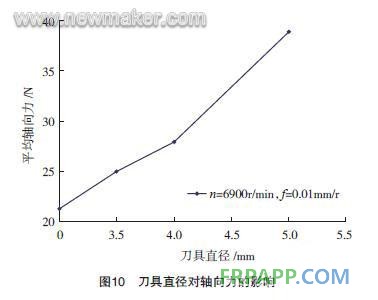
通過試驗得出:硬質合金麻花鉆一般適合鉆削直徑3.0~8.0mm 的孔;鉆削大于8.0mm 孔時,容易產生分層、剝層和劈裂等缺陷。對于大直徑孔(直徑大于8.0mm)的加工,可以采用燒結金剛石套料鉆和電鍍金剛石套料鉆,這種加工改變了加工方式,將鉆削加工變成了磨削加工,但排屑比較困難,且所制的孔質量也不高。
大直徑孔切削力的增大是由于切削面積增大而引起的,減小切削面積,軸向力也會相應的減小。因此,試驗中采用鉆孔- 擴孔加工方式,先用硬質合金麻花鉆鉆初孔,然后采用擴孔鉆進行擴孔,一次擴孔量可以取2~6mm。
1.3鉆型的影響
鉆頭在鉆削碳纖維增強復合材料時,鉆頭橫刃處的切削情況極為惡劣,實際上不產生切削作用,只是滾卷和粉碎纖維,是軸向力的主要來源。
作者選用6.7mm四直槽鉆鉸復合鉆和6.0mmY330(涂層)麻花鉆進行了試驗。四直槽鉆鉸復合鉆鉆尖處沒有了阻礙切削的橫刃,有利于減小切削力,同時還能鉸孔,不僅精度高而且效率也高。圖11為電子顯微鏡下四直槽鉆鉸復合鉆與Y330(涂層)麻花鉆所鉆孔的孔壁形貌(n=1000r/min,f=0.056mm/r)。

圖11
2鉆削參數(shù)的影響
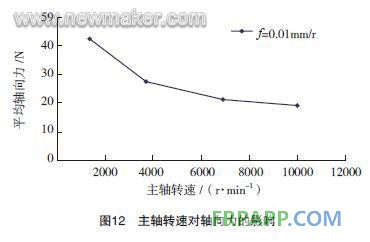
從圖7中可以看出:平均軸向力隨著進給量的增大都呈現(xiàn)增大趨勢,為了提高鉆孔質量,進給量可取0.01~0.04mm 范圍內。圖12為直徑3.0mm 的Y330(涂層)鉆頭在0.01mm/r進給量下,以不同轉速鉆削碳纖維增強復合材料的軸向力曲線圖。
夾層結構鉆孔
實際生產中經常需要對碳纖維增強復合材料與鈦合金、鋁合金夾層結構鉆孔。目前,生產中一般采用整體硬質合金麻花鉆,按鉆削鈦合金、鋁合金的轉速和進給量進行鉆削,直至鉆通。但這種加工工藝存在很大問題,特別是鉆削碳纖維增強復合材料與鈦合金夾層結構時。
碳纖維增強復合材料與鈦合金都是的典型難加工材料,碳纖維增強復合材料鉆削要求高轉速和小進給量,鉆削過程中一般采用干切削。鈦合金導熱系數(shù)小,彈性恢復大,冷硬、粘結、擴散現(xiàn)象嚴重,易于氧化,鉆削中有回彈,尺寸不穩(wěn)定。一般采用低轉速和適量進給量,且鉆削中加切削液。作者采用Y330(涂層)麻花鉆,以鉆鈦合金的轉速和進給量鉆削碳纖維增強復合材料和鈦合金夾層結構。試驗發(fā)現(xiàn):鉆頭從鈦合金側鉆入孔徑尺寸精度高于從復材側鉆入,因此,應優(yōu)先從鈦合金一側鉆孔。鉆削時,復材易產生燒傷現(xiàn)象,通過加鯨蠟醇鉆孔潤滑劑,可以緩解復材的燒傷現(xiàn)象。鈦合金孔徑存在擴張量,擴張量一般在0.02mm 左右,碳纖維增強復合材料的孔徑收縮量一般在0.01mm 左右。要獲得高精度的孔,需要對夾層結構進行鉸孔。經鉸孔后,碳纖維增強復合材料孔徑與鈦合金孔徑的極差可以達到0.01mm 以下。
夾層結構的鉆孔,應采用專用加工刀具。國內某飛機制造公司經過多年的研究,已經研制出適合夾層結構鉆孔的組合型刀具,該刀具可以較好地提高鉆孔質量和刀具壽命。
波音公司針對碳纖維增強復合材料與鈦合金鉆削加工專門研制了PCD組合鉆頭,取得了良好的效果。刀具壽命得到了較大的提高,鉆孔質量也有所改善,同時提高了加工效率。但此類鉆頭制作工藝比較復雜,價格昂貴,是普通硬質合金鉆頭的幾百倍。
結束語
鉆削軸向力是碳纖維增強復合材料鉆孔產生缺陷的主要原因。本文介紹了國內外鉆削碳纖維增強復合材料的刀具,并以軸向力大小和制孔質量為標準,對鉆削刀具及鉆削參數(shù)進行了試驗研究,得出了適合鉆削碳纖維增強復合材料的刀具及鉆削參數(shù)。并研究了大直徑孔(直徑大于8mm)以及碳纖維復合材料與鈦合金夾層結構的加工方法。提出采用鉆孔- 擴孔加工方式加工大直徑孔。對于碳纖維增強復合材料與鈦合金夾層結構制孔,優(yōu)先從鈦合金側鉆入,鉆削時加潤滑劑。(end)








 魯ICP備2021047099號
魯ICP備2021047099號