






4. 工藝對材料體系要求
樹脂體系
1. 樹脂粘度要求合適:樹脂體系的粘度≤300mPa?s,粘度過大,成型大制品不易均勻布滿模腔,灌注時間過長。
2. 固化放熱峰溫度低:放熱峰溫度過高,局部熱量不易散出,易產生焦化。
3. 固化時間:適宜的固化時間,以便縮短工作周期
4. 物料性能:所選的樹脂應具有較好的力學性能,拉伸強度和彎曲強度要高,耐腐蝕性能好,固化收縮小,同時符合GL認證的要求。
5. 價格便宜,來源廣泛,無毒。
增強材料體系
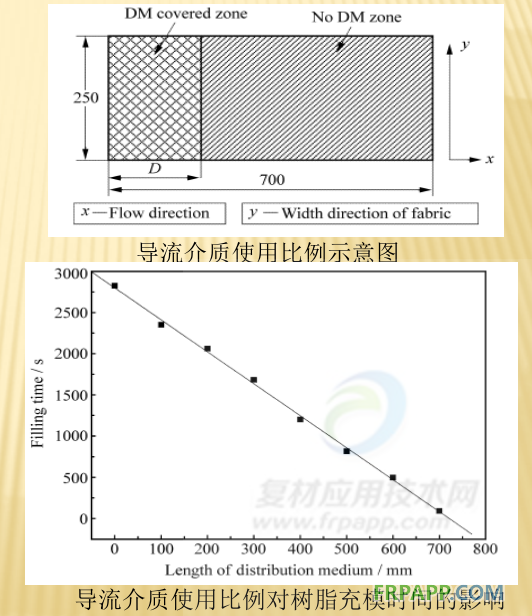
 (2)導流介質的使用比例對樹脂充模速度的影響
(2)導流介質的使用比例對樹脂充模速度的影響
增強材料體系
1. 樹脂的流動阻力小,樹脂浸潤性好。
2. 機械強度高,符合GL認證的要求。
3. 鋪覆性好,即增強材料在無褶皺,無斷裂、不撕裂的情況
下能夠容易與工件隨行。
4. 質量均勻性好。 5. 真空灌注成型工藝的影響因素
原材料
1. 增強材料(最終反映在滲透率上)
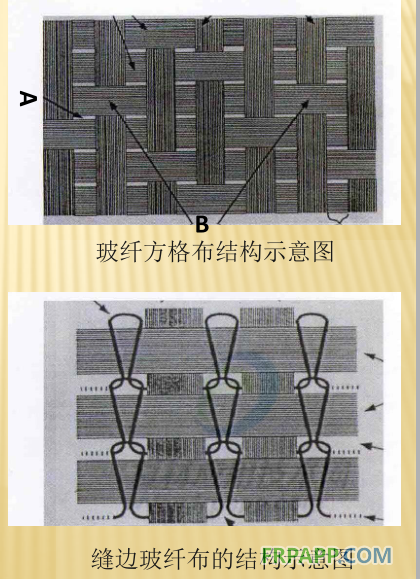
(1) 樹脂流通通道樹脂在纖維中的流動通道有兩種,一種是纖維束與纖維束之間的孔隙A(纖維編織方式如右圖),另外一種是纖維束纖維絲之間的孔隙B(纖維直徑)。
(2)纖維表面助劑表面助劑的一個重要功效就是增加纖維與樹脂浸潤能力,這在灌注工藝中尤為重要,使得樹脂能快速浸入并流過纖維鋪層。
2. 樹脂
2. 樹脂
(1)樹脂粘度
由達西定律可知,樹脂的粘度對灌注速度有明顯的影響,粘度越大,灌注速度越小,同時大粘度的樹脂中夾帶的氣泡不易除盡,會影響最終葉片的質量。
(2)控制樹脂凝膠時間
樹脂凝膠時間應該適當,過短會導致葉片沒有完全灌注即凝膠。過長會導致葉片缺膠。
3、導流介質
3、導流介質
真空灌注成型工藝中導流介質的引入,使這種工藝應用于大型復雜結構復合材料制品成為可能。它可以大幅度提高樹脂的灌注速度。
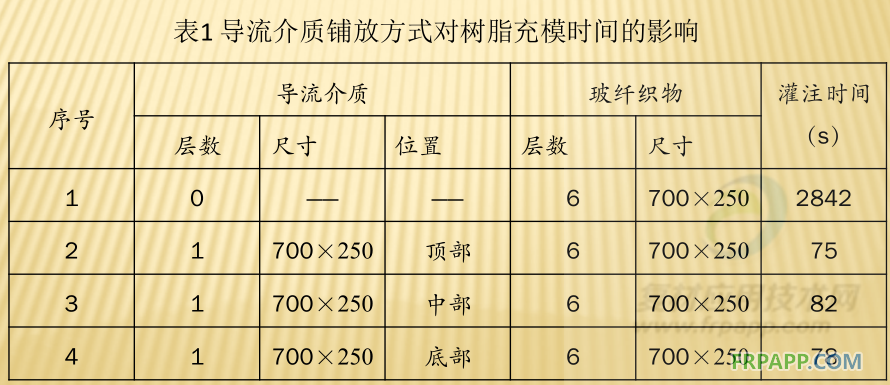
(1)導流介質的鋪放方式對樹脂充模時間的影響
(2)導流介質的使用比例對樹脂充模速度的影響 從圖,樹脂的充模時間隨導流介質使用比例的增加而呈線性減少,因此在工藝控制時,可以通過改變導流介質的使用比例實現對樹脂充模時間和充模過程的控制 。
(3)導流介質對預成型體上下表面樹脂流動前沿差距的影響
(3)導流介質對預成型體上下表面樹脂流動前沿差距的影響
導流介質的引入可以提高樹脂的流動速度,同時也會導致鋪層上下表面浸潤差距的產生。浸潤面差距過大則會對整個工藝效果產生影響。因此鋪設導流網時需要控制導流介質的使用比例。

管路布置
管路布置
合理的抽氣管路和進膠管路的布置有利于提高灌注質量和縮短灌注時間。
布管的原則:以不產生包圍為前提,盡可能的最小化樹脂的流動距離。
不同的布管方式對灌注時間和灌注質量的影響見下圖表2。
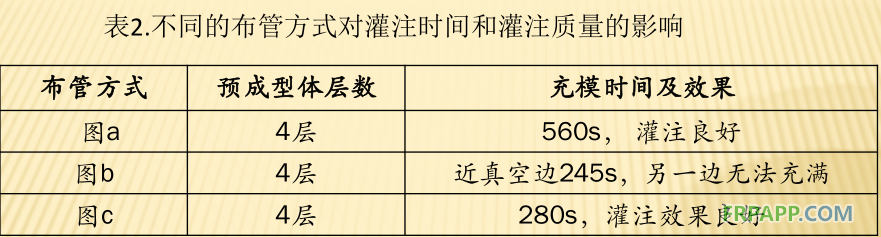
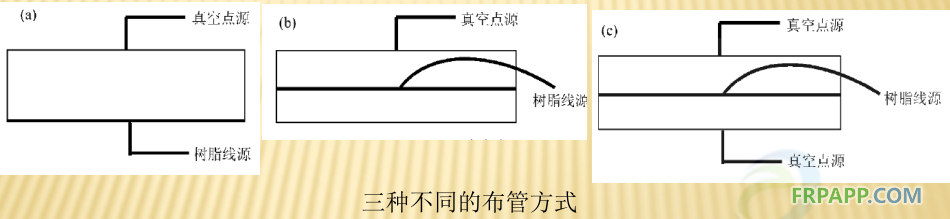
因此,要獲得較快且均勻的充模,樹脂源應置于模腔的幾何中心,以盡量縮短樹脂的流動距離,而且樹脂源與真空源盡可能對稱,平衡布置,以避免干點的產生。
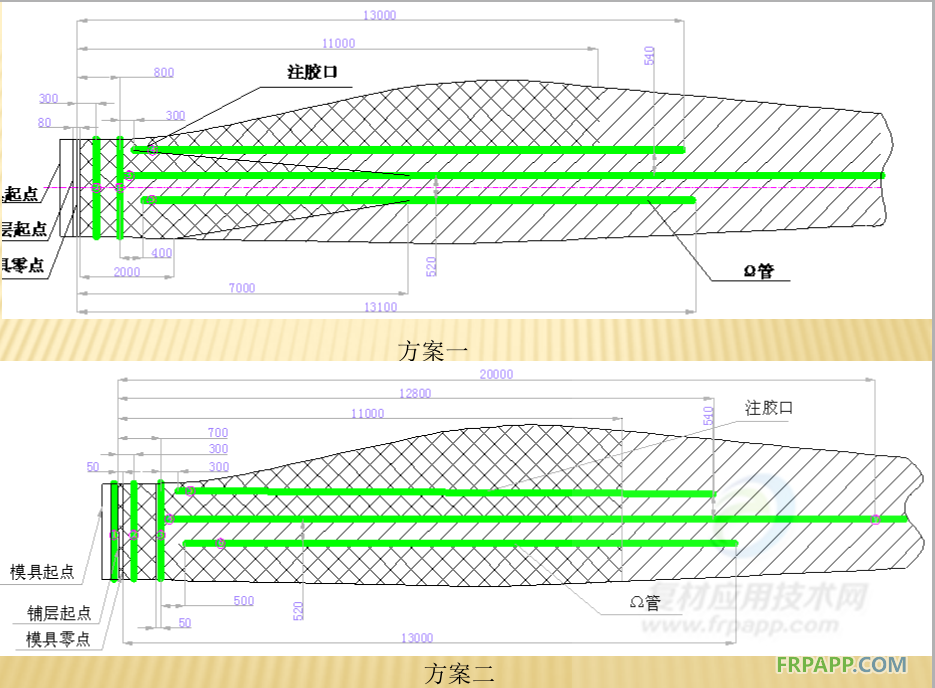
對于復雜的制件,如葉片,可以根據制件的形狀和不同部位增強層的厚度,適當引入多個樹脂源。(下圖是葉片兩種布管工藝)
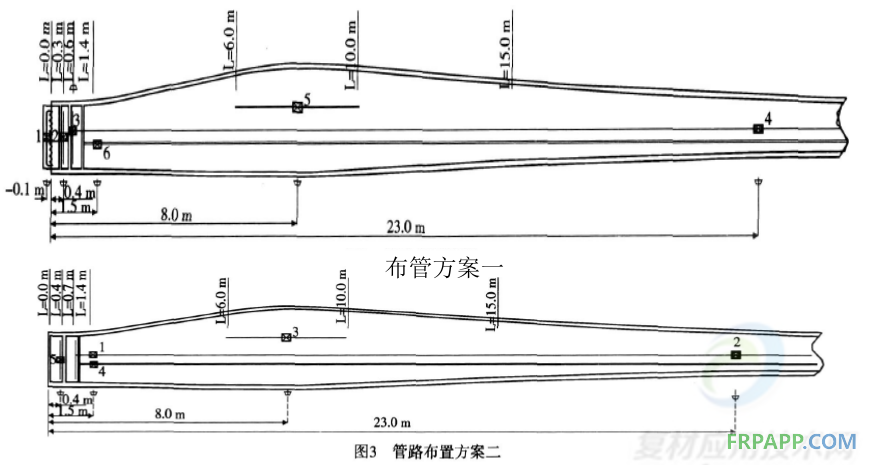
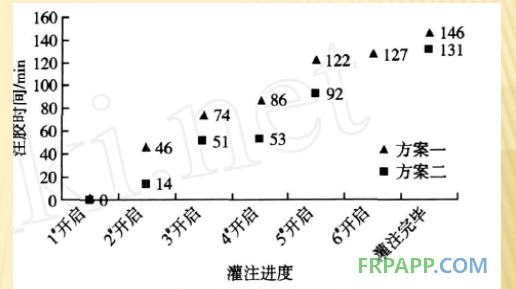
從料種布管方案的灌注時間和灌注效果來看,方案二的布管方案有明顯優于方案一。 方案一中樹脂由葉根向葉尖流動,距離真空源較遠,氣泡不容易排出所導致。
真空體系
真空體系是由模具、真空袋膜和密封膠密封構建而成。真空灌注幾乎最重要的工藝參數就是系統和模具的抽真空質量。最小的漏氣也會導致空氣被吸入鋪層,鋪層內的壓力梯度能很快催生氣泡并散布開來,最終帶來成品的缺陷。(如發白)
溫度
在葉片進行真空灌注的過程中,溫度也是一個重要的因素,作業環境的溫度、灌注樹脂的溫度及模具及模具上纖維的溫度都會直接影響到灌注的速度,因為樹脂的粘度會隨溫度的增加而減少,粘度降低,樹脂在纖維中流中的速度也加快
6. 葉片的真空灌注成型工藝
6. 葉片的真空灌注成型工藝
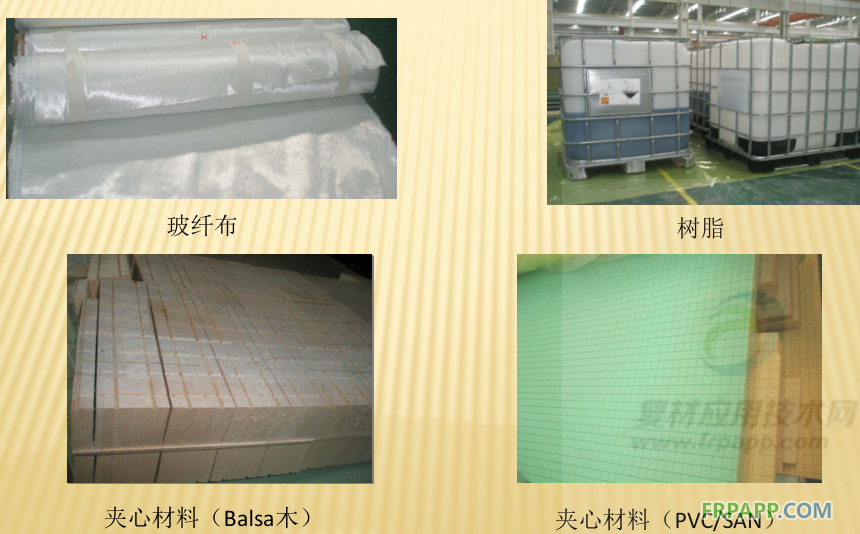
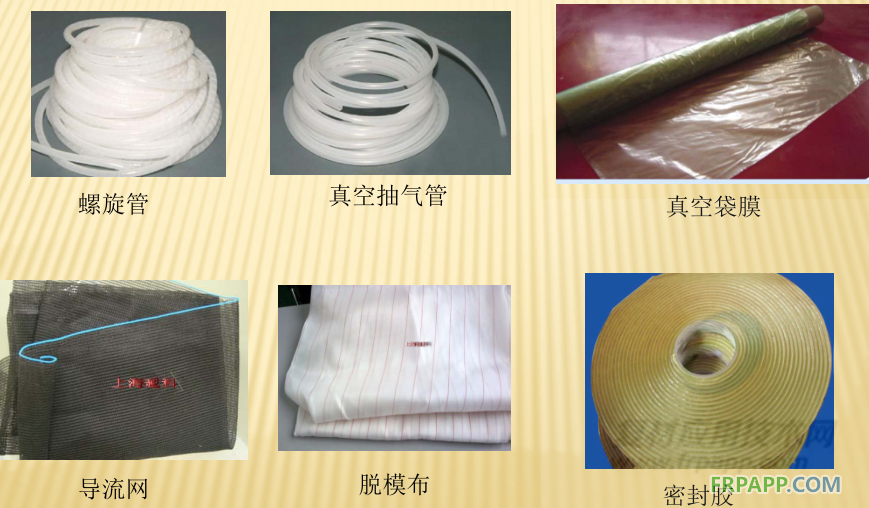
葉片成型工藝中常用的主材
葉片成型工藝中常用的輔助材料
葉片成型工藝具體的流程
1. 模具準備
模具加熱系統的檢查和模具的清潔
2. 打脫模劑
沿著一個方向均勻涂敷一層脫模劑
3. 鋪放脫模布和表面氈
提供一個清潔,富樹脂層,粗燥的表面,便于后續的打磨和噴漆工序
4. 鋪放增強材料和夾芯材料
必須確保增強材料平、順、直,沒有褶皺,隨型
5. 鋪放脫模布和導流介質
脫模布和導流介質的配合使用可以提高樹脂的流動速度,減少葉片的灌注時間,同時脫模布的鋪設便于葉片與輔助材料的分離
6. 進膠管路的鋪設
進膠管路的鋪設原則是在保證不發生包圍的情況下,盡量使樹脂灌注時間最短(葉片殼體中常見的兩種布管方式)方案一的灌注時間明顯小于方案二的灌注時間(見下圖)
7. 抽氣管路的布置
抽氣管路布置在葉片的四周,根部區域抽氣口應布局的相對多一些
8. 真空體系的構建
采用真空袋膜和密封膠構建真空系統,提供密封體系
9. 檢漏保壓
關閉抽氣閥門保壓。15min后,要求壓力損失不大于0.004MPa。必須確保整個真空體系不漏氣.
10. 樹脂的灌注
灌注時注意進膠口的開管順序,防止出現包圍的現象
11. 預固化
加熱加速樹脂的固化,同時放置樹脂放熱而導致溫度過高
12. 后固化
確保樹脂固化完全。
八、總結
八、總結
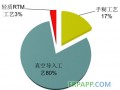
RTM 工藝以它友善的工作環境,優異的力學性能使得它在未來的中國玻璃鋼發展中,逐漸取代手糊等落后的工藝,成為一種主流的玻璃鋼生產工藝, , 但是也應該注意, , 只有努力改善應用和對相應的員工進行培訓,才能真正讓這項先進的工藝為之所用 。
我們可以利用該工藝的諸多優點來作為基礎,多開發一些高附加值的產品,如汽車輕量方面的,新能源方面的,碳纖制品等等,提升本公司的產品的競爭力,努力去開拓市場,以此來給本公帶來新的經濟增長點,同時也健康良性帶動了 RTM








 魯ICP備2021047099號
魯ICP備2021047099號