





1 前言
拉擠成型于1951年首次在美國注冊專利, 60年代發展緩慢,70-80年代進入快速發展階段。我國起步則較晚,直到90年代隨著拉擠專用樹脂技術的引進,生產才進入快速發展時期。
目前,隨著我國對不飽和聚酯樹脂拉擠成型工藝的深入研究,人們對不飽和聚酯樹脂拉擠成型固化系統提出了越來越高的要求,如:提高拉擠成型的速度以提高生產效率,提高樹脂體系的固化度以提高產品的強度。本文介紹了兩種確定拉擠成型固化系統及其比例的方法,并得出了優化的拉擠成型的固化系統方案。該方法能夠用于不同的固化體系之間的對比,從而確定較優的固化體系,使得生產效率和產品性能得到提高。
2 實驗部分
本文借助高溫油浴對金陵帝斯曼樹脂公司生產的 P61-972拉擠專用樹脂進行高溫反應性測試,從而達到模擬拉擠生產工藝的目的,以探索拉擠工藝固化系統。
2.1 實驗方法
方法一:稱取100g樹脂,加入一定量的固化劑,混合均勻后倒入試管中(約8 mm高度),插入熱電偶,然后將試管插入一定溫度(如 80℃,120℃, 150℃等)的油浴中,開動記錄儀記錄反應性(即樹脂溫度隨時間變化曲線,據此曲線可得出凝膠時間、固化時間、放熱峰溫度等固化參數)。要求試管的內徑盡量與所要成型的拉擠制品厚度相等或接近,且試管壁要薄,這樣樹脂在試管中的固化行為與在拉擠成型模具中較為接近。若不能滿足此條件,也可進行模擬試驗,只是與實際生產情況略有差異,可用來進行不同團化劑系統配方的對比及篩選。此方法的特點是簡單易行,切實有效。本文采用的便是此法,試管的直徑較大,為模擬厚壁制品試驗。
方法二:方法一為一模擬拉濟工藝試驗方法,若要進行更準確的模擬試驗,可按如下方法進行:稱取一定量的樹脂,加入適量的固化劑,混合均勻后用此含固化劑的樹脂手糊與所要成型的型材等壁厚的玻璃鋼,控制此玻璃鋼中的樹脂的質量分數為30%并將一熱電偶埋入到此玻璃鋼的中間壁厚處。然后將此玻璃鋼放入一個一定溫度(如 120℃,140℃)的金屬模具中,同時開動記錄儀記錄反應性。此法雖然比方法一更接近拉擠工藝,但要制作金屬模具、玻璃鋼,因而不如方法一經濟簡練,但所得到的實驗結果與拉擠成型工藝一致,可以直接指導生產。
2.2 實驗內容
2.2.1 模具入口溫度的選擇
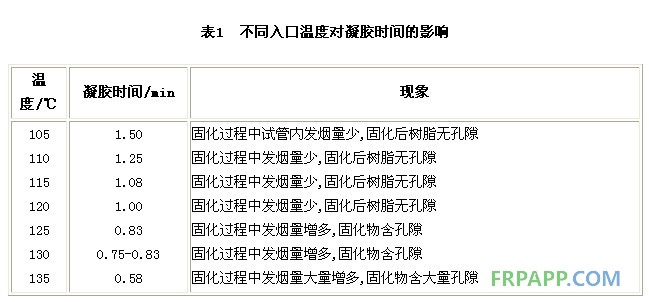
采用方法一進行配料,混合,觀察樹脂在試管中的固化反應現象,見表1。
固化過程出現的煙霧系苯乙烯揮發產物。苯乙烯的沸點為 146℃,當溫度超過125℃時,可見苯乙
烯揮發量明顯上升,這是起始高溫加上反應本身放熱的結果,導致苯乙烯開始在試管中沸騰,從而使固
化物中含有孔隙。因此拉擠工藝的模具人口溫度定為120-125℃,不宜超過 130℃。
2.2.2 固化體系選擇
本文選擇BPO、TBP、MEKP,以及鉆鹽促進劑,進行適當組合作為固化體系。對于其他的固化劑體系也可以采用本文描述的方法進行模擬試驗。以不同固化體系固化純P61-972樹脂的物理特性如表2所示。其中室溫為28-31.5℃,反應溫度120℃;凝膠時間為樹脂溫度從103.3℃增長到125.6℃的時間;固化時間為開始試驗(即將試管插入油浴時)到出現放熱峰Tmax的時間;放熱峰為樹脂反應過程中記錄儀記錄的最高溫度。

當P61-972中加入重質碳酸鈣(P61-972與重質碳酸鈣質量比為30:70),模擬拉擠工藝中含樹脂30%,測試溫度為120℃,其結果如表3所示.在150℃下測試時,其結果如表4所示。

由表2、3、4可見,帶有*號的固化體系凝膠時間較短,固化速度較快,可認為是較好的固化劑體系及配比。
3 結果與討論
3.1 關于適用期
由表2知,常溫下適用期與固化劑的種類有關,BPO/TBP體系的適用期最佳(為4d),含MEKP的體系的適用期與之相比較短,且隨著固化體系中MEKP量的增長,適用期進一步縮短.
3.2 關于固化體系
在本文所選擇的固化劑中,BPO/TBP(有時BPO/MEKP/TBP)體系無論是凝膠時間,還是固化時間都最短.這可以從表5聽一組數據中得到解釋.
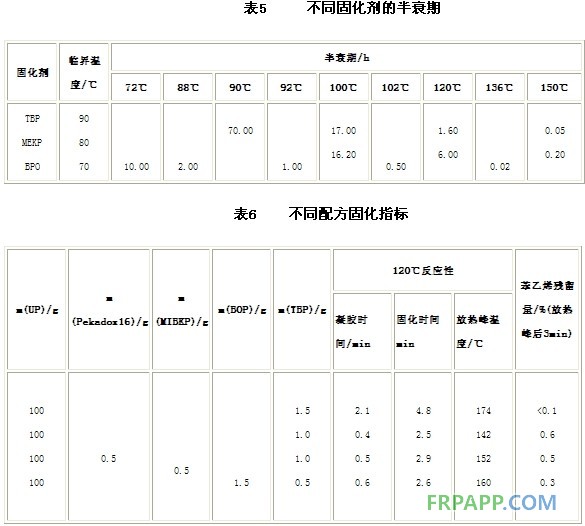
由上表可知:BPO無論是臨界溫度還是同樣溫度下的半衰期都是最短的,這點解釋了BPO/TBP體系是最佳固化體系的結論.那為什么不單用BPO體系呢?這是因為除了要考慮一個固化速度外,還必須要考慮一個固化度的問題.因為BPO作為起動劑,能夠在較低的溫度下分解出自由基,起到起始引發作用,保證體系能夠快速凝
膠,但這種固化劑在高溫下分解很快,其分解出的自由基不能足夠有效地使體系徹底固化,所以,固化體系中還應包含另外一種低活性固化劑,它能夠在高溫下引發固化,使體系固化完全。選擇TBP作為高溫固化劑,保證樹脂在拉擠制品出模后冷卻到低溫之前這么短時間內有一個很高的固化度,從而保證制品優秀的機械性能。
在歐洲較常用的低溫固化劑有:過氧化二碳酸二特丁基環己酯(如阿克蘇諾貝爾Perkadox 16)和過氧化甲基異丁酮( MIBKP)(如阿克蘇諾貝爾的Trigonox HM),其臨界溫度分別為40℃和50℃。我們若采用BPO來代替上述兩種低溫固化劑,并適當調節模具人口溫度,也能起到類似作用。
可見 BPO/TBP固化體系與 Pekadox 16/TBP和MIBKP/TBP固化體系相比,在快速凝膠、快速固化、高固化度(低苯乙烯殘留)等方面仍不失為一個好的固化體系(需對模具溫度適當調整).
綜上所述認為, Pekadox 16/TBP和 BPO/TBP為較好的固化體系。
3.3關于溫度控制
a.由表1數據認為,起始模具人口溫度選定120℃為佳。
b.TBP在不同溫度下的半衰期不同,而在150-160℃時的最佳半衰期適合拉擠工藝(150℃的半衰期為3 min),而且,150-160℃這一溫度范圍恰又與含 30%樹脂時的反應放熱峰值相符。因此,選此溫度作為模具中后段溫度為宜。由于通常使樹脂的放熱峰出現在模具長度的 80%處,據此便可確定拉擠工藝速度為模具長度 X 80%、固化時間。
c.考慮到FRP制品的模量與溫度有關,而拉擠制品出模后要承受強大的牽引力,出模運行一段距離后還要承受強大的夾持力,必須有足夠高的模量才行。出口溫度一般選擇這樣一個溫度,在此溫度下, FRP模量為5 GPa左右。不同的樹脂具有不同的熱變形溫度,在同一高溫下也具有不同的模量,因而,模具出口溫度就會固樹脂而異。對于P5,模具出口選擇100℃,對于 A400和 P61,則選擇125℃。
4 結論
a.金陵帝斯曼樹脂有限公司生產的拉擠專用樹脂具有很高的反應活性,特別適合于拉擠制品的生產。
b.在制定拉擠工藝參數或選擇拉擠樹脂及固化體系時,拉擠模擬試驗是一個經濟、快速、有效的試驗方法。
c. AKZO公司生產的 Perkadox歷是較好的低溫固化劑,可以采用Perkadox 16/TBP固化體系,或采用BPO/TBP固化體系均可達到較好的拉擠速度和固化程度。若將上述兩種固化體系結合在一起,即Pekadox 16/BPO/TBP則可進一步提高拉擠速度,提高生產效率,提高拉擠制品的質量。








 魯ICP備2021047099號
魯ICP備2021047099號