





引言
當(dāng)今衡量發(fā)動(dòng)機(jī)技術(shù)水平高低的關(guān)鍵指標(biāo)之一是發(fā)動(dòng)機(jī)的推重比,為了提高推重比,選擇輕質(zhì)、高強(qiáng)的高性能復(fù)合材料成為一種最有效的實(shí)現(xiàn)手段。國(guó)外經(jīng)過多年的研究和發(fā)展,樹脂基復(fù)合材料因其比強(qiáng)度和比模量高、耐疲勞與耐腐蝕性好等特點(diǎn),已經(jīng)在發(fā)動(dòng)機(jī)的外涵機(jī)匣、葉片、包容機(jī)匣以及發(fā)動(dòng)機(jī)短艙等部件上得到大量應(yīng)用。國(guó)內(nèi) 625 所研制的復(fù)合材料外涵機(jī)匣已在航空發(fā)動(dòng)機(jī)上投產(chǎn)使用。
為了滿足高性能航空發(fā)動(dòng)機(jī)的發(fā)展需求,復(fù)合材料的用量必將大大提高。因而我公司盡早啟動(dòng)復(fù)合材料零件制造技術(shù)的研制工作非常有必要。考慮到發(fā)動(dòng)機(jī)上支架數(shù)量較多,若采用復(fù)合材料,在減重上必然能夠取得顯著的效果,同時(shí) RTM 成型所需設(shè)備與熱壓罐成型所需設(shè)備相比,費(fèi)用低得多;而且該工藝也是 21 世紀(jì)復(fù)合材料生產(chǎn)領(lǐng)域的主導(dǎo)工藝之一。因此我們決定以支架為研究目標(biāo),開展 RTM 方法成型航空發(fā)動(dòng)機(jī)用復(fù)合材料支架的預(yù)研工作。
1 典型支架零件確定
我們選定了某機(jī)上具有代表性的支架零件作為預(yù)研目標(biāo),結(jié)構(gòu)圖見圖 1。要求試制出的復(fù)合材料支架產(chǎn)品表面光潔,纖維飽滿,無富膠和貧膠,無裂紋,目視檢查均勻平整。 4 個(gè)支架可承載8000N 壓力。
2.1 成型工藝方法的確定
由于零件形狀不規(guī)整、有孔、尺寸較小,又有一定的強(qiáng)度要求,如果采用航空復(fù)合材料制件常用的預(yù)浸料鋪層熱壓的方法很難實(shí)現(xiàn),所以我們決定采用具用良好發(fā)展趨勢(shì),工藝整體性好、構(gòu)件兩面光滑、尺寸精度高的樹脂傳遞模塑(RTM)工藝,各向性能設(shè)計(jì)性強(qiáng)的三維編織增強(qiáng)體技術(shù),和在打孔處預(yù)埋金屬件的方法,試制支架零件。樹脂傳遞模塑工藝(RTM)工藝流程如圖 2 所示。
結(jié)合零件的結(jié)構(gòu)和可能的使用情況,增強(qiáng)材料選擇了日本三菱公司的 TR305 和東麗公司的 T300碳纖維,樹脂體系選擇 TDE-86#環(huán)氧樹脂和酸酐固化劑。
2.3 零件制造用主要設(shè)備
三維編織機(jī) 自制
RTM 配套成型設(shè)備 自制
2.4 三維整體編織的工藝要點(diǎn)
復(fù)合材料發(fā)動(dòng)機(jī)支架預(yù)制件的編織結(jié)構(gòu)采用三維五向結(jié)構(gòu),采用逐步加紗和分段編織的方法保證外形彎折和第 2 個(gè)圓孔的成型,采用方型編織轉(zhuǎn)換成圓形編織的方法編織最后圓管部分,并放入預(yù)埋件。整體織物尺寸較小,成型方向有改變,在方木板上摳出和產(chǎn)品外形相同的凹槽,保證制件沿凹槽成型。
2.5 RTM 成型
2.5.1 模具設(shè)計(jì)
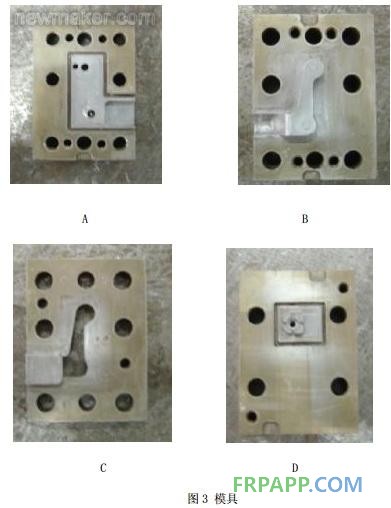
模具設(shè)計(jì)是 RTM 工藝的重要環(huán)節(jié),由于制件形狀比較復(fù)雜,采用組合式模具結(jié)構(gòu),便于脫模。實(shí)際模具如圖 3 所示,模具采用四塊組合式構(gòu)成
三維整體編織件中纖維束紗線在空間呈四向甚至是多向分布,纖維束伸直呈一定的角度多次重復(fù)交織,就編織預(yù)制件來講是一種多孔的并具有一定空隙結(jié)構(gòu)的材料。RTM 工藝裝模過程中,由于定位、模具鎖緊等,進(jìn)一步對(duì)編織預(yù)制件進(jìn)行壓密,使孔隙度減小,影響基體通過預(yù)制件的傳導(dǎo)性,所以 RTM 工藝要求樹脂具有適當(dāng)?shù)恼扯龋拍鼙WC纖維束被完全浸漬。
根據(jù)樹脂特點(diǎn),設(shè)置一定的注入溫度為,將預(yù)制件按順序裝入模具中,密封后,在一定條件下,將樹脂注入模具中并保持一定時(shí)間,完全充滿后,封閉模具并放入烘箱固化,自然冷卻后脫模,最后在實(shí)心金屬預(yù)埋件中鉆孔,完成最終產(chǎn)品。制造完成的復(fù)合材料發(fā)動(dòng)機(jī)支架如圖 4。
3.1 主要設(shè)備
500℃電熱鼓風(fēng)干燥箱 沈陽(yáng)長(zhǎng)城設(shè)備廠
AG-20kNE 電子拉力機(jī) 日本島津
TG328B 光學(xué)讀數(shù)分析天平湘儀天平儀器廠
3.2 材料性能試驗(yàn)
3.2.1 材料
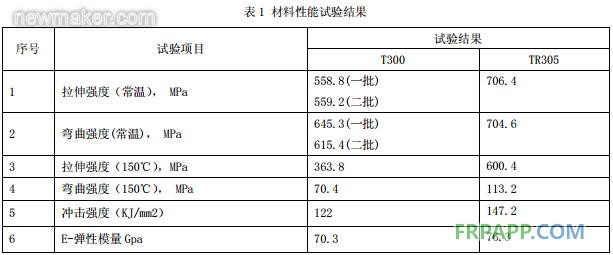
材料性能試驗(yàn)用試樣有兩種,一種為日本東麗公司 T300 增強(qiáng)的復(fù)合材料試樣,一種為日本三菱公司 TR305 增強(qiáng)的材料復(fù)合材料試樣,試樣尺寸為 180mm×15mm×4mm。
3.2.2 試驗(yàn)方法
拉伸性能試驗(yàn)參照 GB/T1447-2005《纖維增強(qiáng)塑料拉伸性能試驗(yàn)方法》進(jìn)行,彎曲性能試驗(yàn)參照 GB/T1449-2005《纖維增強(qiáng)塑料彎曲性能試驗(yàn)方法》進(jìn)行。
3.2.3 試驗(yàn)結(jié)果見表 1。
3.3 零件性能試驗(yàn)
3.3.1 零件制造用材料
由材料性能試驗(yàn)可看出,TR305 比 T300 碳纖維增強(qiáng)復(fù)合材料性能高,150℃下的性能保持率相對(duì)較高,因而零件研制時(shí),選用了 TR305 碳纖維增強(qiáng)的復(fù)合材料。
3.3.2 試驗(yàn)方法
根據(jù)零件使用工況,并結(jié)合零件的特殊形狀,課題組成員經(jīng)過認(rèn)真討論,確定了 2 種零件破壞性能測(cè)試方法。
a 零件模擬承載試驗(yàn)(抗壓試驗(yàn))
根據(jù)零件實(shí)際使用工況,將復(fù)合材料支架放在電子拉力機(jī)工作臺(tái)上,下部固定,上端面施壓,以考核其能承受的最大壓力,示意圖見圖 5。
b 零件嵌入件與復(fù)合材料結(jié)合力試驗(yàn)(剪切試驗(yàn))
根據(jù)零件在使用中的受力情況,我們選取了合適的螺栓,將其擰入零件嵌入的金屬螺紋內(nèi),把支架下部固定,給螺栓端面施壓,考核其承受的最大壓力。同時(shí)考核了鑲嵌金屬螺紋套與復(fù)合材料零件的接合情況。示意圖見圖 6。
零件外觀表面光潔,纖維飽滿,無富膠和貧膠,無裂紋,均勻平整,達(dá)到了預(yù)計(jì)的要求。零件破壞性能試驗(yàn)結(jié)果見表 2。復(fù)合材料零件與原金屬零件質(zhì)量對(duì)比試驗(yàn)結(jié)果見表 3。
4 結(jié)果討論與分析
從研究結(jié)果可看出,用 RTM 成型研制的復(fù)合材料支架零件外觀質(zhì)量?jī)?yōu)良,達(dá)到了設(shè)計(jì)使用要求;同時(shí),零件力學(xué)性能也可以滿足設(shè)計(jì)提出的 4 個(gè)支架需承載 8000N 壓力的要求。4 個(gè)支架可承載約2.3×4=9.2kN;另外,從復(fù)合材料支架與鈦合金支架零件的質(zhì)量對(duì)比結(jié)果可看出,復(fù)合材料支架與原金屬支架相比可以減重(18.45-11.12)/18.45×100%=39.7%,這很好的滿足了高性能發(fā)動(dòng)機(jī)急需減重的需求。
RTM( Resin Transfer Molding)成型工藝也叫樹脂傳遞模塑工藝。它是一種是閉模液體成型工藝。其主要原理是采用注射設(shè)備將專用注射樹脂體系注入閉合模具。模具內(nèi)預(yù)先鋪放好增強(qiáng)材料預(yù)成型體。然后,模具被緊固和密封,樹脂被注入摸具。模具上事先設(shè)計(jì)有注射及排氣孔系統(tǒng),以保證樹脂順暢流動(dòng)和模具內(nèi)氣體的順利排出。為了使樹脂能充分的浸潤(rùn)纖維,模具還具有加熱系統(tǒng)進(jìn)行加熱固化。這種成型工藝決定了,所制件尺寸精度高,可設(shè)計(jì)性強(qiáng),內(nèi)外表面光潔,可嵌入各種增強(qiáng)件,產(chǎn)品纖維含量高,因而產(chǎn)品的機(jī)械強(qiáng)度相對(duì)較高。但這種工藝不論對(duì)基體材料還是增強(qiáng)材料的要求都比較特殊。由于我們選擇了合理的 TDE-86#環(huán)氧樹脂體系、高質(zhì)量的碳纖維、增強(qiáng)體的編織工藝和成型工藝參數(shù)等,因而使研制出的復(fù)合材料支架零件獲得了輕質(zhì),高強(qiáng)的效果。
5 結(jié)論
1)TR305 碳纖維增強(qiáng) TDE-86#環(huán)氧樹脂制造的復(fù)合材料支架零件,力學(xué)性能可以滿足設(shè)計(jì)要求;同時(shí)與鈦合金零件相比,減重效果明顯,約為 40%,達(dá)到了課題研制的預(yù)期目標(biāo);
2)摸索出的 RTM 成型復(fù)合材料支架零件的制造方法基本可行,可為我國(guó)高性能航空發(fā)動(dòng)機(jī)用復(fù)合材料制件的研制提供一定技術(shù)支持。(end)
當(dāng)今衡量發(fā)動(dòng)機(jī)技術(shù)水平高低的關(guān)鍵指標(biāo)之一是發(fā)動(dòng)機(jī)的推重比,為了提高推重比,選擇輕質(zhì)、高強(qiáng)的高性能復(fù)合材料成為一種最有效的實(shí)現(xiàn)手段。國(guó)外經(jīng)過多年的研究和發(fā)展,樹脂基復(fù)合材料因其比強(qiáng)度和比模量高、耐疲勞與耐腐蝕性好等特點(diǎn),已經(jīng)在發(fā)動(dòng)機(jī)的外涵機(jī)匣、葉片、包容機(jī)匣以及發(fā)動(dòng)機(jī)短艙等部件上得到大量應(yīng)用。國(guó)內(nèi) 625 所研制的復(fù)合材料外涵機(jī)匣已在航空發(fā)動(dòng)機(jī)上投產(chǎn)使用。
為了滿足高性能航空發(fā)動(dòng)機(jī)的發(fā)展需求,復(fù)合材料的用量必將大大提高。因而我公司盡早啟動(dòng)復(fù)合材料零件制造技術(shù)的研制工作非常有必要。考慮到發(fā)動(dòng)機(jī)上支架數(shù)量較多,若采用復(fù)合材料,在減重上必然能夠取得顯著的效果,同時(shí) RTM 成型所需設(shè)備與熱壓罐成型所需設(shè)備相比,費(fèi)用低得多;而且該工藝也是 21 世紀(jì)復(fù)合材料生產(chǎn)領(lǐng)域的主導(dǎo)工藝之一。因此我們決定以支架為研究目標(biāo),開展 RTM 方法成型航空發(fā)動(dòng)機(jī)用復(fù)合材料支架的預(yù)研工作。
1 典型支架零件確定
我們選定了某機(jī)上具有代表性的支架零件作為預(yù)研目標(biāo),結(jié)構(gòu)圖見圖 1。要求試制出的復(fù)合材料支架產(chǎn)品表面光潔,纖維飽滿,無富膠和貧膠,無裂紋,目視檢查均勻平整。 4 個(gè)支架可承載8000N 壓力。
未注圓角 R5
銳邊側(cè)圓 R0.5
按自由公差處理
圖 1 產(chǎn)品結(jié)構(gòu)圖
2.1 成型工藝方法的確定
由于零件形狀不規(guī)整、有孔、尺寸較小,又有一定的強(qiáng)度要求,如果采用航空復(fù)合材料制件常用的預(yù)浸料鋪層熱壓的方法很難實(shí)現(xiàn),所以我們決定采用具用良好發(fā)展趨勢(shì),工藝整體性好、構(gòu)件兩面光滑、尺寸精度高的樹脂傳遞模塑(RTM)工藝,各向性能設(shè)計(jì)性強(qiáng)的三維編織增強(qiáng)體技術(shù),和在打孔處預(yù)埋金屬件的方法,試制支架零件。樹脂傳遞模塑工藝(RTM)工藝流程如圖 2 所示。
圖 2 RTM 工藝流程
結(jié)合零件的結(jié)構(gòu)和可能的使用情況,增強(qiáng)材料選擇了日本三菱公司的 TR305 和東麗公司的 T300碳纖維,樹脂體系選擇 TDE-86#環(huán)氧樹脂和酸酐固化劑。
2.3 零件制造用主要設(shè)備
三維編織機(jī) 自制
RTM 配套成型設(shè)備 自制
2.4 三維整體編織的工藝要點(diǎn)
復(fù)合材料發(fā)動(dòng)機(jī)支架預(yù)制件的編織結(jié)構(gòu)采用三維五向結(jié)構(gòu),采用逐步加紗和分段編織的方法保證外形彎折和第 2 個(gè)圓孔的成型,采用方型編織轉(zhuǎn)換成圓形編織的方法編織最后圓管部分,并放入預(yù)埋件。整體織物尺寸較小,成型方向有改變,在方木板上摳出和產(chǎn)品外形相同的凹槽,保證制件沿凹槽成型。
2.5 RTM 成型
2.5.1 模具設(shè)計(jì)
模具設(shè)計(jì)是 RTM 工藝的重要環(huán)節(jié),由于制件形狀比較復(fù)雜,采用組合式模具結(jié)構(gòu),便于脫模。實(shí)際模具如圖 3 所示,模具采用四塊組合式構(gòu)成
三維整體編織件中纖維束紗線在空間呈四向甚至是多向分布,纖維束伸直呈一定的角度多次重復(fù)交織,就編織預(yù)制件來講是一種多孔的并具有一定空隙結(jié)構(gòu)的材料。RTM 工藝裝模過程中,由于定位、模具鎖緊等,進(jìn)一步對(duì)編織預(yù)制件進(jìn)行壓密,使孔隙度減小,影響基體通過預(yù)制件的傳導(dǎo)性,所以 RTM 工藝要求樹脂具有適當(dāng)?shù)恼扯龋拍鼙WC纖維束被完全浸漬。
根據(jù)樹脂特點(diǎn),設(shè)置一定的注入溫度為,將預(yù)制件按順序裝入模具中,密封后,在一定條件下,將樹脂注入模具中并保持一定時(shí)間,完全充滿后,封閉模具并放入烘箱固化,自然冷卻后脫模,最后在實(shí)心金屬預(yù)埋件中鉆孔,完成最終產(chǎn)品。制造完成的復(fù)合材料發(fā)動(dòng)機(jī)支架如圖 4。

圖 4 復(fù)合材料發(fā)動(dòng)機(jī)支架
3.1 主要設(shè)備
500℃電熱鼓風(fēng)干燥箱 沈陽(yáng)長(zhǎng)城設(shè)備廠
AG-20kNE 電子拉力機(jī) 日本島津
TG328B 光學(xué)讀數(shù)分析天平湘儀天平儀器廠
3.2 材料性能試驗(yàn)
3.2.1 材料
材料性能試驗(yàn)用試樣有兩種,一種為日本東麗公司 T300 增強(qiáng)的復(fù)合材料試樣,一種為日本三菱公司 TR305 增強(qiáng)的材料復(fù)合材料試樣,試樣尺寸為 180mm×15mm×4mm。
3.2.2 試驗(yàn)方法
拉伸性能試驗(yàn)參照 GB/T1447-2005《纖維增強(qiáng)塑料拉伸性能試驗(yàn)方法》進(jìn)行,彎曲性能試驗(yàn)參照 GB/T1449-2005《纖維增強(qiáng)塑料彎曲性能試驗(yàn)方法》進(jìn)行。
3.2.3 試驗(yàn)結(jié)果見表 1。
3.3 零件性能試驗(yàn)
3.3.1 零件制造用材料
由材料性能試驗(yàn)可看出,TR305 比 T300 碳纖維增強(qiáng)復(fù)合材料性能高,150℃下的性能保持率相對(duì)較高,因而零件研制時(shí),選用了 TR305 碳纖維增強(qiáng)的復(fù)合材料。
3.3.2 試驗(yàn)方法
根據(jù)零件使用工況,并結(jié)合零件的特殊形狀,課題組成員經(jīng)過認(rèn)真討論,確定了 2 種零件破壞性能測(cè)試方法。
a 零件模擬承載試驗(yàn)(抗壓試驗(yàn))
根據(jù)零件實(shí)際使用工況,將復(fù)合材料支架放在電子拉力機(jī)工作臺(tái)上,下部固定,上端面施壓,以考核其能承受的最大壓力,示意圖見圖 5。
b 零件嵌入件與復(fù)合材料結(jié)合力試驗(yàn)(剪切試驗(yàn))
根據(jù)零件在使用中的受力情況,我們選取了合適的螺栓,將其擰入零件嵌入的金屬螺紋內(nèi),把支架下部固定,給螺栓端面施壓,考核其承受的最大壓力。同時(shí)考核了鑲嵌金屬螺紋套與復(fù)合材料零件的接合情況。示意圖見圖 6。
零件外觀表面光潔,纖維飽滿,無富膠和貧膠,無裂紋,均勻平整,達(dá)到了預(yù)計(jì)的要求。零件破壞性能試驗(yàn)結(jié)果見表 2。復(fù)合材料零件與原金屬零件質(zhì)量對(duì)比試驗(yàn)結(jié)果見表 3。
4 結(jié)果討論與分析
從研究結(jié)果可看出,用 RTM 成型研制的復(fù)合材料支架零件外觀質(zhì)量?jī)?yōu)良,達(dá)到了設(shè)計(jì)使用要求;同時(shí),零件力學(xué)性能也可以滿足設(shè)計(jì)提出的 4 個(gè)支架需承載 8000N 壓力的要求。4 個(gè)支架可承載約2.3×4=9.2kN;另外,從復(fù)合材料支架與鈦合金支架零件的質(zhì)量對(duì)比結(jié)果可看出,復(fù)合材料支架與原金屬支架相比可以減重(18.45-11.12)/18.45×100%=39.7%,這很好的滿足了高性能發(fā)動(dòng)機(jī)急需減重的需求。
RTM( Resin Transfer Molding)成型工藝也叫樹脂傳遞模塑工藝。它是一種是閉模液體成型工藝。其主要原理是采用注射設(shè)備將專用注射樹脂體系注入閉合模具。模具內(nèi)預(yù)先鋪放好增強(qiáng)材料預(yù)成型體。然后,模具被緊固和密封,樹脂被注入摸具。模具上事先設(shè)計(jì)有注射及排氣孔系統(tǒng),以保證樹脂順暢流動(dòng)和模具內(nèi)氣體的順利排出。為了使樹脂能充分的浸潤(rùn)纖維,模具還具有加熱系統(tǒng)進(jìn)行加熱固化。這種成型工藝決定了,所制件尺寸精度高,可設(shè)計(jì)性強(qiáng),內(nèi)外表面光潔,可嵌入各種增強(qiáng)件,產(chǎn)品纖維含量高,因而產(chǎn)品的機(jī)械強(qiáng)度相對(duì)較高。但這種工藝不論對(duì)基體材料還是增強(qiáng)材料的要求都比較特殊。由于我們選擇了合理的 TDE-86#環(huán)氧樹脂體系、高質(zhì)量的碳纖維、增強(qiáng)體的編織工藝和成型工藝參數(shù)等,因而使研制出的復(fù)合材料支架零件獲得了輕質(zhì),高強(qiáng)的效果。
5 結(jié)論
1)TR305 碳纖維增強(qiáng) TDE-86#環(huán)氧樹脂制造的復(fù)合材料支架零件,力學(xué)性能可以滿足設(shè)計(jì)要求;同時(shí)與鈦合金零件相比,減重效果明顯,約為 40%,達(dá)到了課題研制的預(yù)期目標(biāo);
2)摸索出的 RTM 成型復(fù)合材料支架零件的制造方法基本可行,可為我國(guó)高性能航空發(fā)動(dòng)機(jī)用復(fù)合材料制件的研制提供一定技術(shù)支持。(end)








 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)